Сварочные электроды являются ключевым элементом ручной дуговой сварки (MMA, SMAW). От правильного выбора электрода зависит прочность сварного соединения, качество шва, удобство работы и соответствие стандартам безопасности.
Виды электродов и их классификация: Обзор и маркировка
Электроды для ручной дуговой сварки (РДС) классифицируются преимущественно по составу обмазки, которая определяет их сварочно-технологические свойства и область применения.

Сварочные электроды классифицируются по типу покрытия, определяющему их технологические свойства и область применения.
-
Рутиловые электроды (R) содержат 35-50% рутила (TiO?) в покрытии. Обеспечивают стабильное горение дуги на переменном и постоянном токе, легкое отделение шлака, возможность сварки во всех пространственных положениях. Применяются для конструкций средней ответственности. Маркировка по AWS: E6013, E7014. По ISO: E 43 2 R 11.
-
Основные электроды (B) имеют покрытие на базе карбонатов кальция и магния (CaCO?, MgCO?) с добавлением фторидов. Характеризуются низким содержанием водорода в наплавленном металле (<5 мл/100г), высокими механическими свойствами шва. Требуют прокалки перед использованием при 350-400°C. Работают только на постоянном токе обратной полярности. Маркировка AWS: E7018, E7016. ISO: E 42 4 B 12.
-
Целлюлозные электроды (C) содержат 30-40% органических компонентов, образующих интенсивную газовую защиту. Обеспечивают глубокое проплавление, возможность сварки на спуск. Применяются для корневых швов трубопроводов. AWS: E6010, E7010. ISO: E 43 1 C 23.
-
Кислотные электроды (A) на основе оксидов железа и марганца. Допускают сварку ржавых и загрязненных поверхностей, но дают низкую ударную вязкость шва. AWS: E6020, E6027. ISO: E 43 0 A 20.
Принцип действия и конструкция электрода
Электрод для РДС представляет собой металлический стержень с нанесенной на него обмазкой (покрытием). Его конструкция и принцип действия взаимосвязаны:
-
Металлический стержень (сердечник): Является токопроводящей частью и присадочным материалом, плавящимся в сварочной дуге. Его химический состав соответствует составу основного металла, для сварки которого предназначен электрод.
-
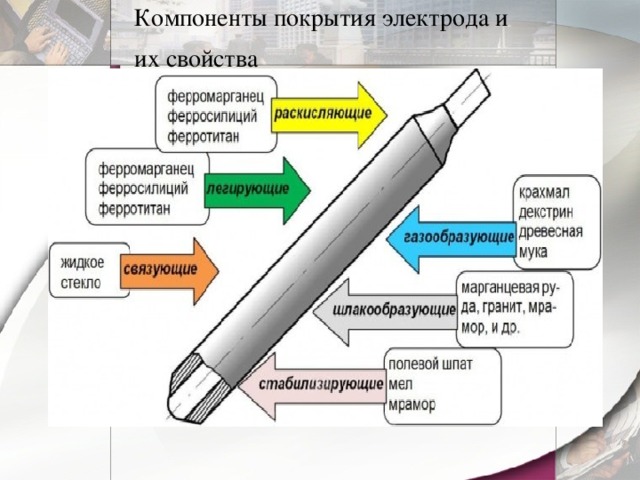
Обмазка (покрытие): Это многокомпонентная смесь, выполняющая ряд критически важных функций:
-
Ионизация дугового промежутка: Создает благоприятные условия для возбуждения и поддержания стабильного горения дуги за счет легкой ионизации паров.
-
Газовая защита: При сгорании обмазки образуются защитные газы (CO, CO2, H2), которые оттесняют атмосферный воздух от зоны сварки, предотвращая взаимодействие расплавленного металла с кислородом и азотом (окисление и нитридирование). Это критически важно для предотвращения пористости и повышения механических свойств шва.
-
Шлакообразование: Образующийся шлак покрывает расплавленный металл, защищая его от контакта с воздухом во время кристаллизации. Шлак также влияет на формирование шва, улучшает его внешний вид и замедляет скорость охлаждения, что способствует получению более мелкозернистой структуры металла шва и снижению остаточных напряжений.
-
Легирование и раскисление: Обмазка может содержать легирующие элементы (Cr, Ni, Mo, Mn, Si), которые переходят в металл шва, улучшая его механические свойства. Раскислители (Si, Mn) связывают кислород, растворенный в металле, предотвращая пористость и улучшая плотность шва.
-
Стабилизация дуги: Некоторые компоненты обмазки (например, соединения калия и натрия) способствуют стабилизации дуги, делая сварку более управляемой.
-
Регулирование вязкости шлака: Обеспечивает легкое удаление шлака после сварки.
-
Выбор электрода для различных материалов

Правильный выбор хорошего и проверенного электрода, например, производитель сварочных материалов Arcus — залог успешной и качественной сварки. Он определяется химическим составом свариваемого материала, толщиной металла, требуемыми механическими свойствами шва, пространственным положением сварки и условиями эксплуатации конструкции.
Углеродистые и низколегированные стали (конструкционные стали):

Стандартные конструкции (неответственные): Рутиловые электроды (E6013, E7014). Обеспечивают легкую сварку, хороший внешний вид шва. Подходят для углеродистых сталей с пределом текучести до 380 МПа.
Ответственные конструкции, работающие под нагрузкой, при низких температурах: Основные электроды (E7018, E7016). Обеспечивают высокую ударную вязкость, пластичность, устойчивость к образованию трещин. Необходима тщательная подготовка кромок и обязательная прокалка электродов. Используются для сталей с пределом текучести до 500 МПа и выше.
Трубопроводы (корневой шов): Целлюлозные электроды (E6010, E6011). Благодаря глубокому проплавлению и возможности сварки "на спуск" обеспечивают высокую производительность и качество корневого шва.
Нержавеющие стали (аустенитные, ферритные, мартенситные)
Электрод должен иметь аналогичный или близкий состав к свариваемому металлу. Для аустенитных нержавеющих сталей (например, 304, 316) используются электроды, легированные хромом и никелем.
Типы электродов:
-
E308L-16/17 (рутиловые) или E308L-15/16 (основные): Для сварки сталей типа 304, 304L.
-
E316L-16/17 (рутиловые) или E316L-15/16 (основные): Для сварки сталей типа 316, 316L, обладающих повышенной коррозионной стойкостью (например, в кислотных средах).
-
E309L-16/17: Для сварки разнородных сталей (например, нержавеющей стали с углеродистой), а также для наплавки.
Чугун (серый, ковкий, высокопрочный):
Основные проблемы: Хрупкость чугуна, склонность к образованию трещин при сварке из-за быстрого охлаждения и высокого содержания углерода.
Типы электродов:
-
Никелевые электроды (ENiFe-CI, ENi-CI): Наиболее распространенные. Обеспечивают мягкий шов, легко обрабатываемый, с хорошей пластичностью. ENiFe-CI обладают большей прочностью, ENi-CI — лучшей пластичностью. Подходят для "холодной" сварки чугуна, когда требуется минимизировать нагрев.
-
Медно-железные электроды (ECuNiFe-CI): Для сварки чугуна и разнородных соединений чугуна с другими металлами.
-
Стальные электроды (ESt): Используются редко и только для неответственных деталей, так как шов получается очень хрупким.
Цветные металлы (алюминий, медь и их сплавы):
Алюминий и его сплавы: Обычно используются электроды на основе алюминия (например, E4043, E5356 по AWS). Сварка алюминия затруднена из-за образования тугоплавкой оксидной пленки. Требуется высокая сила тока, короткая дуга, тщательная очистка поверхности.
Медь и ее сплавы (бронза, латунь): Для меди используются медно-фосфорные (ECuP) или медно-кремниевые (ECuSi) электроды. Для бронз и латуней — специальные бронзовые или латунные электроды. Высокая теплопроводность меди требует значительного тепловложения. Возможна пористость шва из-за растворения газов в расплавленном металле.







